數字孿生應用中的軟機器人摩擦納米發電機傳感器與儀器儀表
隨著工業4.0和物聯網技術的快速發展,數字孿生作為一種虛擬映射物理實體的關鍵技術,正逐步滲透到機器人、智能制造和自動化領域。在這一背景下,軟機器人憑借其靈活性、自適應性和安全性,成為工業和服務領域的重要工具。軟機器人系統的精確控制與狀態監測依賴于高效、靈敏的傳感器技術,而摩擦納米發電機(TENG)傳感器正是解決這一挑戰的創新方案。本文將探討數字孿生應用中軟機器人結合摩擦納米發電機傳感器的優勢、工作原理以及相關儀器儀表的發展前景。
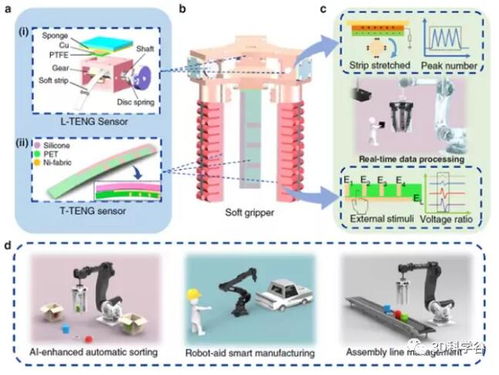
數字孿生技術通過構建物理實體的虛擬副本,實現實時數據監測、仿真分析和預測維護。在軟機器人應用中,數字孿生可以模擬機器人的運動、變形和交互過程,但前提是必須有可靠的傳感器數據輸入。摩擦納米發電機傳感器基于摩擦起電效應和靜電感應原理,能夠將機械能(如壓力、拉伸或振動)轉化為電信號,無需外部電源即可工作。這使其特別適合軟機器人,因為它們通常涉及頻繁的變形和接觸動作。例如,在醫療康復機器人中,TENG傳感器可以檢測患者的運動狀態和壓力分布,并將數據傳輸到數字孿生模型中進行實時調整,提高治療效果。
軟機器人摩擦納米發電機傳感器的應用具有多重優勢。其一,高靈敏度和自供能特性減少了對外部電池的依賴,延長了設備使用壽命,同時降低了維護成本。其二,TENG傳感器可以集成到柔性材料中,適應軟機器人的復雜結構,例如在抓取操作中監測握力和物體形狀。通過數字孿生平臺,這些數據可用于優化控制算法,提升機器人的自主性和精確性。在工業自動化中,軟機器人配備TENG傳感器可以實現對生產線的實時監控,數字孿生模型則能預測設備故障,提前進行維護,從而減少停機時間。
這一技術的推廣還面臨挑戰,包括傳感器的穩定性、環境適應性以及數據處理的復雜性。為此,儀器儀表的創新至關重要。現代儀器儀表正朝著智能化、微型化和無線化發展,例如集成了信號調理、數據采集和通信模塊的便攜式設備。在數字孿生系統中,這些儀器儀表能夠高效處理TENG傳感器產生的大量數據,并通過云計算或邊緣計算進行實時分析。未來,結合人工智能算法,儀器儀表可以進一步優化傳感器的校準和故障診斷,提升整體系統的可靠性。
數字孿生應用中的軟機器人摩擦納米發電機傳感器代表了傳感技術的前沿方向,它通過自供能和柔性設計,為機器人系統的智能化提供了強大支撐。隨著儀器儀表的不斷進步,這一組合有望在醫療、制造和日常生活中發揮更大作用。未來研究應聚焦于提高傳感器的耐久性和集成度,同時加強數字孿生與物聯網的融合,以實現更高效、可持續的自動化解決方案。
如若轉載,請注明出處:http://m.hhanshi.cn/product/16.html
更新時間:2026-06-19 18:24:41